Eiger è il software fornito in dotazione con le stampanti 3D Markforged. Integrato e connesso, è progettato per portarti dal CAD al pezzo funzionale in modo semplice e veloce, anche grazie alle nuove funzionalità introdotte, come Simulation e Performance Advisor. In questo articolo conoscerai a cosa serve un software di stampa 3D e quanto è semplice usare Eiger di Markforged.
Indice:
A cosa serve un software di stampa 3D
I programmi di stampa 3D possono variare molto, ma tutti hanno gli stessi elementi di base e processano un tipo di file comune.
Esistono quattro passaggi chiave per poter passare da un componente del modello ad una parte stampata in 3D:
- importare il file dal CAD nel software;
- trasformare il file importato in un file stampabile;
- inviare uno o più di questi file alla stampante;
- gestire la stampante (o le stampanti) per massimizzare i tempi di attività e il rendimento.
Passare il file da CAD a STL
Il primo step per stampare in 3D è creare un file che possa essere analizzato dal software di stampa 3D. Mentre per la lavorazione sottrattiva tradizionale è necessaria una combinazione di disegni CAD e di file CAM (Computer Aided Machining), le stampanti 3D elaborano i file STL. Questi file memorizzano i dati 3D suddividendo le superfici della parte in una rete di triangoli, che possono essere esportati da qualsiasi programma CAD. Quando si esportano questi file, esistono dei fattori fondamentali da prendere in considerazione:
Qualità degli assiemi e dimensione del file
Quando si esportano gli STL i programmi CAD permettono di determinare un numero di triangoli che formano una mesh e ne determinano la “risoluzione”. Le maglie grandi producono file di dimensioni più piccole che si elaborano più velocemente, ma creano parti che possono essere sfaccettate ed imprecise. Le maglie piccole creano parti accurate, ma producono file enormi che per il software di stampa 3D possono essere difficili da elaborare. Per capire a cosa dare priorità è necessario concentrarsi sull’utilizzo finale che verrà fatto.
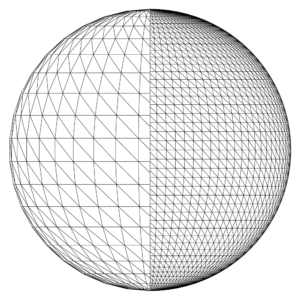
Questo disegno mostra due metà di una sfera salvata con diverse risoluzioni STL, il lato sinistro è salvato ad una bassa risoluzione, mentre il lato destro è salvato ad un’alta risoluzione.
Parti e assiemi multicorpo
Se stai lavorando alle parti di un assieme multicorpo, assicurati di esportare individualmente ogni parte, perché se si esporta in una sola volta l’intero file, l’STL fissa le parti l’una all’altra perdendo i benefici di poter realizzare più pezzi in minor tempo ed a costi inferiori. Se non usi CAD ma vuoi stampare ugualmente una parte in 3D, ci sono diversi archivi online di file STL stampabili e disponibili per il download gratuito.
Slicing: dal corpo solido alla parte stampabile
Le stampanti 3D per eseguire i loro task si basano sui percorsi degli strumenti. Questi percorsi in tutti i programmi di stampa 3D, sono generati automaticamente da uno slicer. Lo slicer divide il disegno in “strati” paralleli a un piano di riferimento fornito dall’utente, e mentre estrude il materiale genera per la testina di stampa dei percorsi da seguire su ogni strato. In questi percorsi è incluso il “materiale di supporto”: sezioni ausiliarie generate automaticamente che assicurano che le sezioni sospese o a sbalzo del tuo componente siano mantenute durante la stampa.
Anche se l’intero processo è automatico, ci sono alcuni parametri importanti che puoi controllare:
Orientamento
Il parametro più importante da considerare quando si imposta una sezione per stamparla in 3D è il suo orientamento nella stampante. L’orientamento può avere un effetto enorme sia sul successo della stampa che sulla resistenza, ed è spesso ricavato dall’equilibrio tra le esigenze di resistenza, le dimensioni critiche e il contatto con il letto di stampa.
Le parti stampate in 3D sono più forti e più precise quando i loro elementi critici vengono costruiti parallelamente sul letto di stampa. Inoltre, orientare la sezione in modo che la parte più grande si trovi sul letto di stampa, permette di minimizzare i supporti e migliora il successo della stampa.
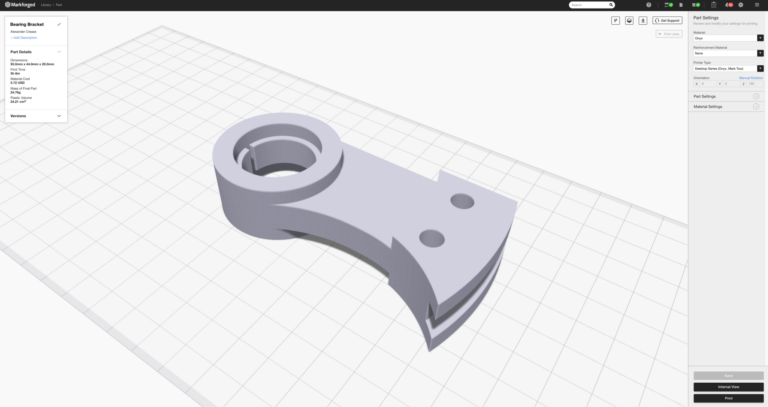
Questa immagine mostra come nel software di stampa 3D puoi controllare l’orientamento della sezione sul letto di stampa.
Altezza degli strati
Oltre all’orientamento, il fattore più importante che si può controllare è l’altezza dello strato, ossia lo spessore degli strati prodotti dallo slicer.
Gli strati più alti (altezza dello strato maggiore) producono una parte meno accurata con una risoluzione più bassa e più veloce da stampare, mentre strati più bassi (altezza dello strato minore) forniscono una parte più precisa e dettagliata che richiede più tempo per la stampa.
·
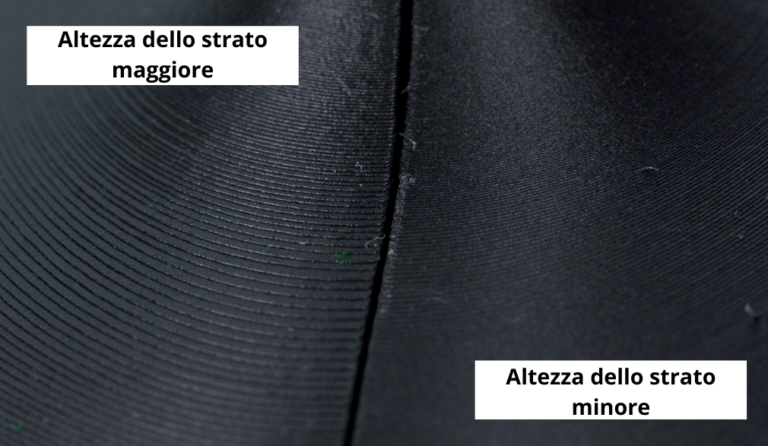
In quest’esempio si nota come appare un’altezza di strato più piccola, che impiegherà maggior tempo, ma che offre una stampa più dettagliata.
Riempimento della parte e guscio
Le parti stampate in 3D con il metodo FFF (Fused Filament Fabrication, ossia Modellazione a deposizione fusa) spesso non sono molto solide e vengono utilizzate come gusci con un riempimento a celle. Stampare con questa geometria diminuisce sia il tempo di stampa che il costo del materiale, senza sacrificare la resistenza. Il software Eiger di Markforged ha come impostazione predefinita un riempimento a triangolo, ma è possibile cambiare sia la forma che la dimensione del riempimento a celle. Allo stesso modo, è possibile variare il numero di strati nella parte superiore (tetto), inferiore (pavimento) e laterale (pareti) di una parte.
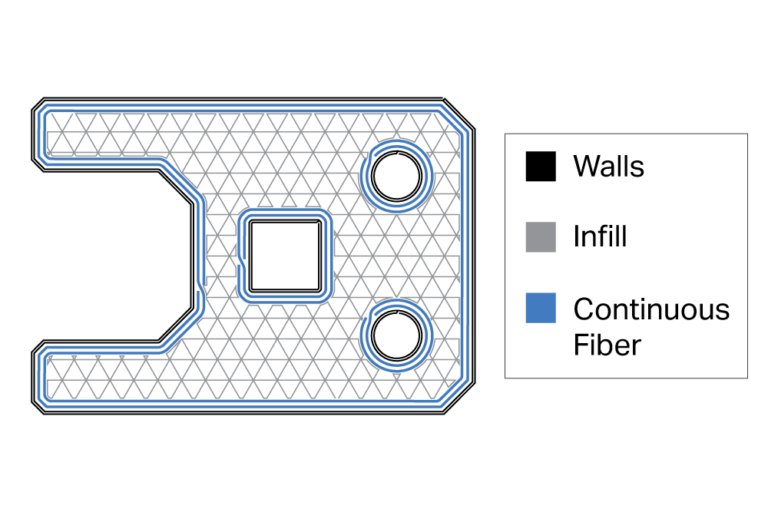
Questa è una rappresentazione della sezione trasversale di una parte stampata in 3D, rinforzata con fibra continua.
Rinforzo a fibra continua
Le stampanti Markforged utilizzano un secondo ugello per stendere fibre continue e lunghe. È possibile controllare se usare o meno la fibra continua, quanta usarne e come bilanciarla all’interno della parte.
Simulation: verificare le prestazioni delle parti
All’interno dell’ambiente Eiger è stata di recente introdotta una funzionalità per testare la forza e la rigidità del pezzo progettato prima di stamparlo, verificando le prestazioni delle parti in anteprima. Simulation di Eiger può inoltre suggerire nuove configurazioni di stampa, in modo da:
- diminuire tempi di stampa e di test, passando da cicli di progettazione-stampa-test di ore a cicli di pochi minuti
- ottimizzare le quantità di materiale e il rinforzo continuo delle fibre necessarie, riducendo i costi delle parti stampate in 3D.
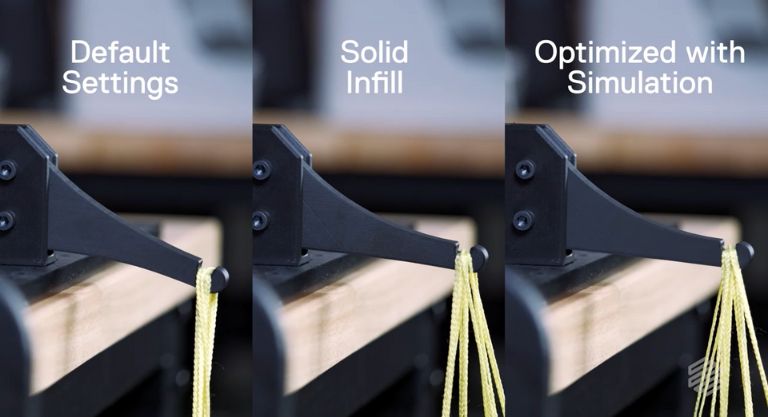
Ecco un esempio delle diverse prestazioni di una parte stampata in 3D con configurazioni di stampa standard e ottimizzate grazie a Eiger
Con Simulation puoi ottimizzare le prestazioni delle tue parti in tre step:
Imposta i parametri
Identifica le superfici di ancoraggio e di carico e inserisci i valori a cui il pezzo sarà sottoposto e la deflessione massima tollerata.
Verifica se la parte soddisfa i requisiti richiesti
Premendo il tasto “Convalida”, Simulation determina se la parte supera o meno i test.
Crea configurazioni di stampa alternative
Cliccando su “Ottimizza”, il software genera nuove configurazioni di stampa per ottenere tempi di stampa più rapidi o contenere l’uso di materiale. Potrai successivamente decidere di applicare una delle configurazioni alternative proposte in fase di stampa.
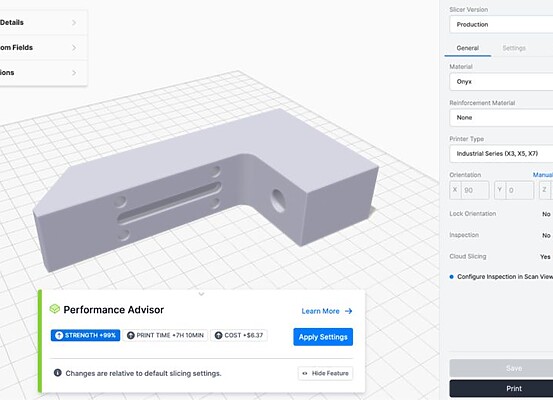
Performance advisor: analisi strutturali senza un caso d’uso
Performance Advisor è una nuova funzionalità che potenzia ulteriormente tre punti di forza distintivi di Markforged: l’automazione, la versatilità e la semplicità di utilizzo.
Lo strumento, disponibile gratuitamente per tutti gli utenti che hanno una stampante registrata all’interno di Eiger, offre la possibilità di condurre un’analisi strutturale delle parti anche senza un caso d’uso definito. Performance Advisor utilizza un metodo basato sulla fisica e in attesa di brevetto per valutare automaticamente la resistenza delle parti su Eiger; infatti, a differenza di Simulation, non è necessario conoscere specificatamente le condizioni di utilizzo delle parti da analizzare.
Attraverso il calcolo del modo alfvenico, Performance Advisor identifica le sagome in cui la parte potrebbe vibrare naturalmente. Grazie a un’ottimizzazione basata sull’apprendimento automatico, lo strumento individua i punti critici della parte che potrebbero deformarsi sotto carico, e suggerisce le configurazioni che offrono alta resistenza al più basso costo possibile e il minor tempo di stampa per ottenere prestazioni considerate ottimali.
Soddisfare la crescente necessità di creare componenti in modo efficiente, bilanciando sicurezza, risparmio economico (incluso il risparmio di tempo per ogni stampa) e un’offerta di pezzi con caratteristiche di resistenza personalizzate è fondamentale. L’introduzione di Performance Advisor certamente aiuta a rispondere a queste esigenze.
Inviare la parte alla stampante 3D
Dopo che la tua parte è passata per il software di slicing e la configurazione di stampa è stata validata grazie a Simulation, è pronta per la stampa. Se si hanno più parti da stampare con lo stesso materiale e la stessa altezza di strato, è possibile disporle insieme in un’unica build. Una build può avere tante parti quante possono entrare nel volume di costruzione della stampante, ed è un ottimo strumento per organizzare i progetti o parallelizzare il flusso di lavoro della stampa 3D.
È possibile inviare una o più parti a una stampante 3D solo una volta che è stata passata per il software di slicing.
Dopo aver creato la tua build, è il momento di inviarla alla stampante. Per alcune macchine, è necessario utilizzare una scheda SD o un’unità USB per trasportare fisicamente il file. Le stampanti Markforged sono collegate a Internet, e ti permettono di trasmettere digitalmente la tua parte. Una volta che hai inviato la tua parte alla stampante, puoi monitorare il suo progresso dal tuo computer.
Gestire il parco stampanti 3D
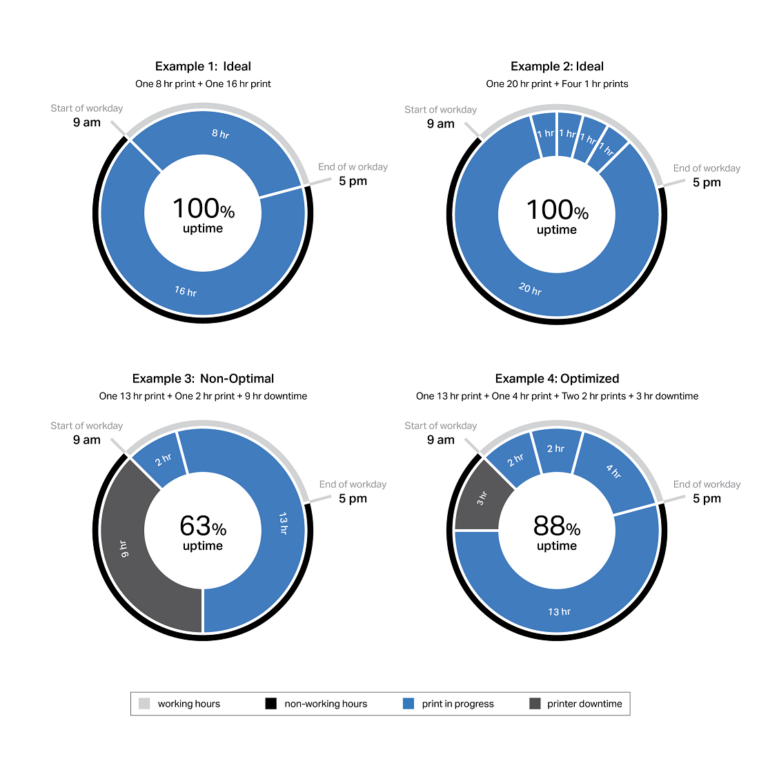
Gestire efficacemente le stampe può raddoppiare o addirittura triplicare il rendimento della tua stampante 3D. Pianificando i lavori in modo che finiscano tutti durante l’orario di lavoro, si può garantire che la stampante sia quasi sempre in funzione.
Per massimizzare la tua produzione, prova alcune semplici cose:
Cronometra le stampe in modo strategico
L’unica parte del processo di stampa 3D in cui vanno usate le mani è la rimozione delle parti dal letto di stampa e il reset della stampante. Massimizza la tua produttività di stampa programmando le tue stampe per finire mentre sei vicino alla stampante, così da poter rapidamente fare ripartire la macchina. Stampa lavori più lunghi durante la notte e più corti durante il giorno, per sfruttare al massimo le ore non lavorative.
Ecco alcuni esempi di come si possono programmare le stampe 3D per sfruttare al massimo la tua macchina:
- Se il tuo tempo di stampa è di 0-8 ore, fai partire la stampa all’inizio della giornata lavorativa
- Se il tuo tempo di stampa è di 8-16 ore, fai partire la stampa alla fine della giornata lavorativa
- Se il tuo tempo di stampa è di oltre 16 ore (o addirittura giorni), sfrutta le ore notturne o i week end